Основные узлы и механизмы фрезерных станков. Современные фрезерные станки по металлу – виды, особенности, назначение Устройство отдельных узлов и приспособлений фрезерных станков
Классификация и основные марки фрезерных станков.
Фрезерные станки и работы выполняемые на них.
Консольно-фрезерные станки (КФС). Предназначены для обработки плоских и фасонных поверхностей небольших и средних деталей произвольной формы: плоских, корпусных, типа тел вращения и фигурных. Кроме фрезерования на станках можно проводить сверление, зенкерование, растачивание и развертывание отверстий, а также нарезание резьбы.
Основная область использования КФС единичное и мелкосерийное производство. При этом при оснащении их специальными приспособлениями и устройствами автоматизации рабочих циклов, а также системами ЧПУ станки могут эффективно эксплуатироваться в серийном производстве.
В качестве основного параметра, по которому построены типоразмерные ряды станков, приняты размеры рабочей поверхности стола.
Для обработки деталей с нескольких сторон станки могут оснащаться поворотными столами с горизонтальной или вертикальной осью вращения.
Несущая система КФС состоит из основания и стойки. Стойки отливаются из Серго или модифицированного чугуна и снабжены направляющими для вертикального перемещения консоли и горизонтального перемещения ползуна, в случае если таковое предусмотрено. Направляющие используют как типа ʼʼласточкин хвостʼʼ, так и прямоугольные. Плоскости основания используют как отстойники и резервуары для СОЖ.
Столы имеют как правило удлиненную прямоугольную форму, с отношением длины к ширине 2,5:1, что обеспечивает возможность работы с дополнительными приспособлениями, к примеру делительной головкой. Для крепления деталей и приспособлений на столах, используют расположенные продольно Т-образные пазы. Для перемещения столов используют винтовые, реже червячно-реечные передачи.
Невыдвижные или расположенные в пиноли либо выдвижном ползуне шпиндельные узлы испытывают значительные нагрузки и монтируются на радиальных или радиально-упорных роликоподшипниках. При использовании радиальных подшипников предусматривают дополнительный упорный шарикоподшипник.
Установку инструмента осуществляют с помощью конуса с конусностью 7:24. Для передачи крутящего момента на переднем торце шпинделя имеются съемные или выполненные как одно целое призматические шпонки. Для зажима инструмента используют ручные или механизированные устройства.
При ручном зажиме в шпинделе предусматривается сквозное отверстие для штанги, упирающейся в задний его торец и передним резьбовым концом, взаимодействующим с резьбовым отверстием в хвостовике инструмента.
В станках с ручным управлением обычно используют ступенчато-регулируемые привода, которые состоят из асинхронного электродвигателя и коробки скоростей. Связь коробки скоростей с вертикальным шпинделем осуществляется через быстроходные конические зубчатые передачи. Переключение частот вращения шпинделя производится в ручную, либо с помощью гидравлических или электромеханических устройств.
В автоматизированных станках с бесступенчатым регулированием частот вращения шпинделя используют электродвигатели постоянного тока или асинхронные электродвигатели переменного тока с частотным регулированием, причем для обеспечения постоянной мощности на большей части диапазона используют двух или трехступенчатые зубчатые переборы.
В приводах подач станков с ручным управлением используются нерегулируемые электродвигатели переменного тока со ступенчатыми коробками подач.
В станках оснащенных устройствами ЧПУ, используют раздельные приводы подач по управляемым координатам с регулируемыми электродвигателями, связанными через редуктор или напрямую с шариковыми винтовыми механизмами перемещения исполнительных органов.
Бесконсольные фрезерные станки. Предназначены для обработки плоских и фасонных поверхностей плоскостных и корпусных деталей средних и больших размеров в условиях основного производства машиностроительных предприятий. Учитывая сложность переустановки крупных корпусных деталей на БФС могут осуществляться расточные и сверлильные операции. Станки оснащают поворотными или поворотно-наклонными столами, а также поворотными и поворотно-наклонными инструментальными головками.
Большинство современных БФС станков оснащают системами ЧПУ.
Несущая система станков состоит из жестких (обычно из качественного литого чугуна) деталей и в сочетании с развитой шпиндельной группой и главным приводом высокой мощности обеспечивают возможность работы на оптимальных режимах резания любыми инструментами, в т.ч. из сверхтвердых материалов и керамики.
В направляющих подвижных узлов используются пары трения скольжения по основным несущим граням и качения по боковым ориентирующим сторонам.
Шпиндельные узлы монтируют на мощных двухрядных роликовых подшипниках с коническим внутренним кольцом для регулирования натяга, и независимыми упорными шариковыми подшипниками. Возможно также использование конических радиально-упорных подшипников, в т.ч. с регулируемым натягом. Зажим инструмента в шпинделе механизирован, а в станках с ЧПУ автоматизирован с помощью пружинно гидравлических устройств.
Привод главного движения осуществляется от асинхронного электродвигателя через коробку скоростей (обычно 12-18 ступеней), либо от регулируемого электродвигателя через двух-, трех- ступенчатый перебор.
В приводах подач используют регулируемые электродвигатели в сочетании с ШВП.
Установка станков такого типа требует заливки специального фундамента͵ с встроенными в него металлическими опорами.
Классификация.
Фрезерные станки в принятой классификации составляют шестую группу, в связи с этим обозначение фрезерных станков начинается с цифры 6. Обозначение зубообрабатывающих, в т.ч. зубофрезерных начинается с цифры 5.
Вертикально-фрезерные консольные станки. Предназначены для выполнения широкого круга фрезерных работ, выполняемых торцевыми, концевыми и другими фрезами, которые крепятся в цанговых патронах, оставляющих свободными цилиндрическую и торцовую поверхности фрезы.
Горизонтально-фрезерные консольные станки. Отличаются наличием консоли и горизонтальным расположением шпинделя при обработке цилиндрическими, угловыми и фасонными фрезами плоских и фасонных поверхностей заготовок из различных материалов. Возможно использование торцевых и концевых фрез.
Широкоуниверсальные фрезерные станки. Могут работать с горизонтальным, наклонным или вертикальным расположением одного или двух шпинделей при обработке средних по размеру деталей различной формы всеми видами фрез. Используются в условиях единичного производства.
Станки непрерывного фрезерования. Различают карусельно-фрезерные, у которых стол с заготовками (карусель) поворачивается относительно вертикальной оси, и барабанно-фрезерные с горизонтальной осью поворота барабана (вертикального стола). Применяются в условиях серийного и массового производства.
Копировально-фрезерные станки. Выполняются универсальными и специализированными. Последние используются для обработки конкретных деталей (шинных пресс-форм, лонжеронов, лопаток турбин и т.п.). Исполнительный орган с фрезой повторяет движение копировального устройства, ĸᴏᴛᴏᴩᴏᴇ связано с задающим устройством.
Продольно-фрезерные станки. Одностоечно и двухстоечные, с одним или несколькими шпинделями, позволяют фрезеровать вертикальные горизонтальные, наклонные, пазы и т.п. на длинных и крупных заготовках (массой до 30 т) или одновременно обрабатывать группы заготовок в условиях серийного производства.
Вертикально-фрезерные бесконсольные станки. Имеют стол на неподвижной станине и перемещаемый в продольном и поперечном направлении.
Основание, на котором закрепляется станина, кроме того, служит резервуаром для СОЖ. На нем же монтируется насос для подачи СОЖ.
Станина служит для крепления всех механизмов станка. Станина выполняется в виде коробчатой детали усиленной внутри ребрами жесткости. На передней ее поверхности расположены вертикальные направляющие для консоли, а наверху вертикальные направляющие для хобота если он предусмотрен.
Хобот имеется у горизонтальных и универсальных фрезерных станков и служит для правильной установки и поддержки фрезерной оправки (серьги).
Консоль представляет собой жесткую чугунную отливку, установленную на вертикальных направляющих станины. Консоль имеет горизонтальные направляющие для салазок. Поддерживается стойкой, в которой имеется телескопический винт для подъема и опускания консоли.
Салазки являются промежуточным звеном между консолью и столом станка. Салазки перемещаются в поперечном направлении по направляющим на консоли.
Стол монтируется на направляющих салазок и перемещается в продольном направлении.
Основные узлы и механизмы фрезерных станков. - понятие и виды. Классификация и особенности категории "Основные узлы и механизмы фрезерных станков." 2017, 2018.
Принцип работы фрезерного станка
Принцип работы фрезерного станка представлен структурной схемой на рисунке 37.
Рис.37. Структурная схема фрезерного станка.
Для формирования плоскости цилиндрической фрезой необходимы вращательное движение фрезы В 1 и поступательное движение заготовки П 2 , в результате которых образуется производящая линия вдоль П 2 методом касания.
Другая производственная линия вдоль оси фрезы получается копированием образующей цилиндра фрезы. Вращательное движение В 1 - главное движение- осуществляется от электродвигателя М 1 через коробку скоростей i v . От другого двигателя М 2 движение получают ходовой винт t 1 , который обеспечивает поступательное движение П 2 . Движения П 3 и П 4 в этом случае выполняют функцию установочных движений.
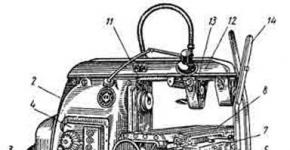
Горизонтально-фрезерные станки характеризуются горизонтальным расположением шпинделя (рис. 38). На фундаментной плите 1 установлена станина 2 , внутри которой размещен механизм главного движения с приводом от электродвигателя 3 и коробки скоростей 4 . В вертикальных направляющих станины смонтирована консоль 5 , которая может перемещаться вертикально по направляющим станины. На горизонтальных направляющих консоли установлены поперечные салазки 6 поворотная плита 7 , а в направляющих последней – продольный (рабочий) стол 5 .

Рис.38. Горизонтально-фрезерный станок 6М82
Таким образом, деталь, установленная непосредственно на столе, в тисках или приспособлении, может получить подачу в трех направлениях. Наличие поворотной плиты позволяет в случае необходимости поворачивать рабочий стол в горизонтальной плоскости и устанавливать его на требуемый угол. Некоторые горизонтально-фрезерные станки не имеют поворотной плиты. В этом случае их называют простыми, в отличие от универсальных. Привод подачи стола размещен внутри консоли 5 и состоит из электродвигателя 9 , коробки подачи 10 и других механизмов.
Фрезерные патроны и короткие оправки вставляют непосредственно в конусное гнездо шпинделя 11 и закрепляют длинным болтом 1 (шомполом), проходящим через отверстие в шпинделе 2 (рис.39). Длинные оправки 3 требуют дополнительной опоры, поэтому один конец ее закрепляют в отверстие шпинделя, а второй располагают в подшипнике подвески 4 хобота. Хобот 12 (см. рис. 38) расположен в верхней части станины 2 .

Рис. 39. Прием закрепления патронов и оправок
В его направляющих установлена подвеска 13 с центром (слева) или с подшипником (справа). На хоботе могут быть закреплены также две поддержки 14 , нижние концы которых связаны с консолью. Поддержки служат для увеличения жесткости консоли.
Горизонтально-фрезерные станки являются наиболее распространенным оборудованием во всей фрезерной группе станков благодаря своей функциональности, универсальности и широкой области использования. Сферой их применения является как единичное, так и массовое производство. Данное оборудование позволяет вести обработку деталей из черных и цветных металлов, а также их сплавов.
Принципы работы горизонтальных фрезерных станков
Как и во всех остальных фрезерных станках, принцип работы горизонтальных моделей основан на вращении фрезы, обрабатывающей деталь (заготовку), которая закрепляется на подвижном столе. Подобное оборудование может быть консольным и бесконсольным.
С помощью горизонтально-фрезерных станков можно вести обработку деталей небольшого размера и веса методом фрезерования. Станки оборудованы столом, который передвигается поперечно и продольно, шпинделем размещенным горизонтально и предназначены для работы различными фрезами: цилиндрическими, концевыми, фасонными и т.д. Позволяют обрабатывать поверхности как в горизонтальной, так и в вертикальной плоскостях, включая углы, пазы, фасонные поверхности. Специальные делительные приспособления позволяют с высокой точностью вести обработку заготовок, нуждающихся в периодическом делении.
Простой визуальный осмотр горизонтально-фрезерного станка позволяет увидеть, что все его основные узлы смонтированы на станине, внутри которой располагаются коробка скоростей и механический шпиндельный узел. Оправка с фрезой поддерживается специальным хоботом.
Некоторые модели горизонтально-фрезерных станков имеют статус широкоуниверсальных, т.к. в их оснащение входит не только удобный рабочий стол большой площади, но и поворотная фрезерная головка, что создает максимум удобств в работе и гарантирует высокую точность сверления, растачивания, зенкерования. Управляется подобное оборудование с помощью приборной панели, расположенной в удобном для оператора месте. В некоторых моделях такие панели располагаются по обеим сторонам станины, что создает для рабочего дополнительный комфорт.
Общие сведения
Фрезерование плоскостей и уступов
Цель работы : знания видов фрезерных работ, типов фрез и приспособлений, устройства и назначения вертикально– и горизонтально-фрезерных станков; умения выбирать вид фрезерной обработки в зависимости от формы обрабатываемой поверхности; первичные умения настраивать станок на заданный режим обработки, фрезеровать на заготовках горизонтальные и вертикальные поверхности и уступы.
Фрезерование - технологический метод обработки заготовок инструментом ‒ фрезой. Фреза является многолезвийным режущим инструментом, лезвия которой расположены на поверхностях вращения.
Фрезерование применяют для получения плоских и фасонных поверхностей, прямых и винтовых канавок и некоторых сложных поверхностей типа «шлицы», «зубья зубчатых колёс», «шпоночная канавка» и пр. (см. рис. 1.14) При фрезеровании главным движением резания является вращение фрезы, а движение подачи, как правило, совершает заготовка.
В процессе фрезерования обеспечивается точность размеров не выше 9–10-го квалитетов точности и шероховатость поверхностей с параметром Rа до 2,5 мкм.
Более подробно вопросы фрезерования (элементы режима резания, виды фрезерных работ и типы фрез, устройство и назначение универсального горизонтально-фрезерного станка модели 6Н82, приспособления, используемые на фрезерных станках, процедуры установки, закрепления фрез и заготовок) изложены в работе 1.2.
По назначению, характеризуемому возможными габаритами обрабатываемых заготовок, размерами и формой изготавливаемых поверхностей, точностью обработки, фрезерные станки подразделяют на несколько типов. Среди них наибольшее распространение получили консольные вертикально– и горизонтально-фрезерные станки, различающиеся между собой положением оси шпинделя, на котором закрепляют фрезу. На горизонтально-фрезерном станке шпиндель станка вращается вокруг горизонтально расположенной оси (см. рис. 1.15). Вертикально-фрезерные станки характеризуются вертикально расположенной осью шпинделя, что делает их более удобными в работе по отношению к горизонтально-фрезерным станкам при выполнении многих фрезерных работ. В некоторых моделях вертикально-фрезерных станков фрезу можно устанавливать под заданным углом к вертикали путем поворота узла станка, называемого шпиндельной головкой. Таким станком является вертикально-фрезерный станок, представленный на рисунке 4.1.
Устройство станка. На фундаментной плите станка 1 размещена станина 2 , внутри которой располагается коробка скоростей 4 . Коробка скоростей служит для изменения частоты вращения шпинделя 7 , расположенного в шпиндельной головке 6. На станке используется поворотная шпиндельная головка, которая позволяет вращением квадрата 5 устанавливать шпиндель как вертикально, перпендикулярно столу станка, так и под углом до 45 0 , определяемому по шкале,как в одну, так и в другую сторону.
Рис. 4.1. Общий вид вертикально-фрезерного станка
По направляющим станины в вертикальном направлении может перемещаться консоль 10 (вертикальное движение подачи D S в ), внутри которой размещена коробка подач 11 , позволяющая устанавливать заданное значение скорости перемещения заготовки (движение подачи). На горизонтальных направляющих консоли расположены поперечные салазки 12 и продольный стол 9 . Перемещение поперечных салазок по направляющим консоли обеспечивает движение поперечной подачи заготовки D S поп , устанавливаемой непосредственно на столе станка или в специальном приспособлении. Продольную подачу заготовки реализуют перемещением стола станка по направляющим поперечных салазок маховичками Р 1 или Р 5 .
Управление станком . Вертикально-фрезерные станки относят к группе станков с ручным управлением. Подключение станка к электросети осуществляют поворотом рукоятки пакетного переключателя, расположенного на правой стороне станины (на рисунке не показан), в положение «Сеть». Справа и слева от переключателя расположены рукоятки выключателей местного освещения и смазочно-охлаждающей системы.
Включение вращения, переключение направления вращения шпинделя (правое и левое вращение) и его остановку осуществляют кнопками Р 6 . Значения частот вращения шпинделя устанавливают рукояткой Р 2 , расположенной на лицевой стороне станины станка (коробке скоростей).
Ручные перемещения продольного стола станка 9 , поперечных салазок 12 и консоли 10 во время работы и при наладке станка выполняют вращением маховичков соответственно Р 1 или Р 5 , Р 7 , Р 8 , оснащённых отсчётными устройствами - лимбами, выполненными в виде градуированных колец.
Механическое продольное движение стола 9 станка включают рукояткой Р 4 , перемещая её в направлении необходимого движения. Длину перемещения устанавливают с помощью упоров 8 , ограничивающих величину хода стола отключением движения подачи из-за возврата (поворота) рукоятки Р 4 в нейтральное положение.
Механические поперечные и вертикальные движения поперечных салазок 12 и консоли 10 станка реализуют с помощью одной рукоятки Р 10 путем перемещения её из нейтрального положения в направлении требуемого перемещения заготовки.
Значения подач продольного стола, поперечных салазок и консоли станка устанавливают рукояткой Р 9 выдвижением её вперед из исходного положения и последующим поворотом на позицию, соответствующую необходимому значению подачи в минуту S м . При этом значение вертикальной подачи получается вдвое меньше, чем указано на коробке подач.
С помощью маховичка Р 3 можно перемещать в вертикальном направлении шпиндель станка с инструментом, что используют для установки фрезы в определённое положение относительно заготовки и для установки глубины фрезерования.
С целью увеличения жёсткости конструкции станка путём закрепления консоли на вертикальных направляющих станины и поперечных салазок на консоли используют соответственно рукоятки Р 11 и Р 12 .
Работа проводится на горизонтально-фрезерном и вертикально-фрезерном станках. Каждому студенту предоставляется индивидуальное рабочее место.
Упражнения в управлении фрезерным станком . Пуск и остановка электродвигателя станка. Включение и выключение привода главного движения и привода движений подач (рабочей и ускоренной). Установка заготовок на столе с помощью прихватов и в тисках. Установка и закрепление фрезы. Упражнения в управлении движения стола станка.
Снятие пробной стружки на длине 4–5 мм при заданной глубине резания. Контроль размера. Снятие стружки на длине 20–30 мм ручной подачей. Установка фрезы на глубину резания по лимбу вертикальной подачи стола. Фрезерование горизонтальной поверхности механической подачей стола. Контроль размеров. Техническое обслуживание рабочего места. Техника безопасности работы на станке.
Фрезерование горизонтальных и вертикальных плоскостей и уступов . Фрезерование горизонтальных и вертикальных плоскостей на заданную глубину резания с механической подачей стола при установке заготовки в тисках. Фрезерование уступов. Проверка размеров и расположения обработанных поверхностей штангенциркулем.
Фрезерование пазов и разрезание заготовок . Фрезерование открытых и закрытых пазов на горизонтальных поверхностях. Разрезание. Контроль полученных размеров.
Учебно-практическая работа . Изготовление детали по заданным чертежом параметрам и технологической карте, определяющей последовательность обработки (таблица 4.7).
Современный рынок фрезерных станков с ЧПУ предлагает оборудование различных типов, но, при всем широком диапазоне конфигураций, основные узлы всех агрегатов одинаковы. Исключение составляют механизмы поддержки и подвижного ползуна (хобота), которые есть в станках горизонтального типа и отсутствуют в вертикальных фрезерах.
Ключевые элементы фрезерного оборудования с ЧПУ
Устройство и основные узлы фрезерного оборудования консольного типа
Основание (опорная плоскость) - неподвижная цельнолитая конструкция из серого чугуна (преимущественно СЧ 21-40 и СЧ 15-32). Предназначена для фиксации станины, которая крепится болтами к верхней части основания. В подстанинном пространстве может быть размещена емкость для сбора охлаждающей жидкости и электронасосы.
Станина - важнейший элемент оборудования, который связывает воедино все узлы и механизмы станка и принимает на себя всю нагрузку. Представляет собой сварную или литую неподвижную конструкцию, усиленную ребрами жесткости. Внутри располагается коробка скоростей, объединенная с коробкой переключения, и блок с электрооборудованием. Для отливки используется серый чугун, для сварки - сталь 3 и 4. Стальные станины уступают в жесткости и надежности чугунным, зато отличаются меньшим весом.
Сварное основание станка и станина с ребрами жесткости
Направляющие
- предназначены для линейного перемещения обрабатывающих инструментов и заготовок по осям оборудования. Изготавливаются из высоколегированной стали и крепятся непосредственно к станине. От качества их исполнения и фиксации зависит точность обработки изделий.
Линейные направляющие для фрезерных станков
Салазки - деталь станка, участвующая в перемещении рабочего стола и консоли (в консольном оборудовании).
Консоль - узел, присутствующий во фрезерных обрабатывающих центрах консольного типа. Отливается из чугуна и перемещается параллельно станине по вертикальным направляющим. На боковой поверхности консоли расположена коробка подачи, а верхней части размещаются салазки, по которым движется рабочий стол с закрепленной на нем заготовкой.
Стол - рабочая поверхность с прижимной оснасткой для фиксации заготовок, которая перемещается по салазкам. Может двигаться в продольном/поперечном/вертикальном направлениях и осуществляет подачу детали к режущему инструменту. Поскольку фрезерная обработка требует высокой точности, одним из основных требований к столу является жесткость поверхности. Плоскость стола не должна вибрировать при работе фрезы, прогибаться под весом заготовки или допускать иную пластическую деформацию.
Рабочий стол с защитным алюминиевым покрытием для фрезерного обрабатывающего центра с ЧПУ
Электрооборудование - в эту категорию входят элементы станка, которые отвечают за подвижность механических частей и работу вспомогательных элементов:
- приводы подачи / главного / вспомогательного движения;
- система сигнализации о неполадках в оборудовании;
- освещение рабочей зоны;
- прочие вспомогательные электроэлементы управления.
Шпиндель - относится к важнейшим узлам станка и предназначен для крепления фрезерного инструмента и придания ему вращательного движения. Представляет собой термически обработанный, сбалансированный вал из легированной стали, снабженный устройством для крепления фрезы. От качества шпинделя зависит то, насколько высокоточно будет обработана заготовка.
Шпиндель для фрезерного станка вертикального типа
Ползун (хобот) - элемент, который обеспечивает правильную установку и поддержку оправки с фрезерным инструментом во время обработки заготовки. Монтируется на горизонтальных салазках в верхней части станины.